
SLS – Selektives Lasersintern im industriellen 3D-Druck
SLS 3D-Druck
Das SLS-Verfahren (Selektives Lasersintern) gehört zu den wichtigsten Technologien im industriellen 3D-Druck. Das Verfahren ermöglicht die Herstellung komplexer und belastbarer Kunststoffbauteile ohne Werkzeuge. Besonders in der additiven Fertigung von Funktionsbauteilen, Prototypen und Serien hat sich das Lasersintern etabliert, da es hohe Designfreiheit mit sehr guten mechanischen Eigenschaften kombiniert. Durch die schichtweise Fertigung lassen sich Geometrien realisieren, die mit klassischen Fertigungsverfahren oft nur schwer oder gar nicht umsetzbar wären.
Wie funktioniert das SLS-Verfahren?
Auftragen des Kunststoffpulvers
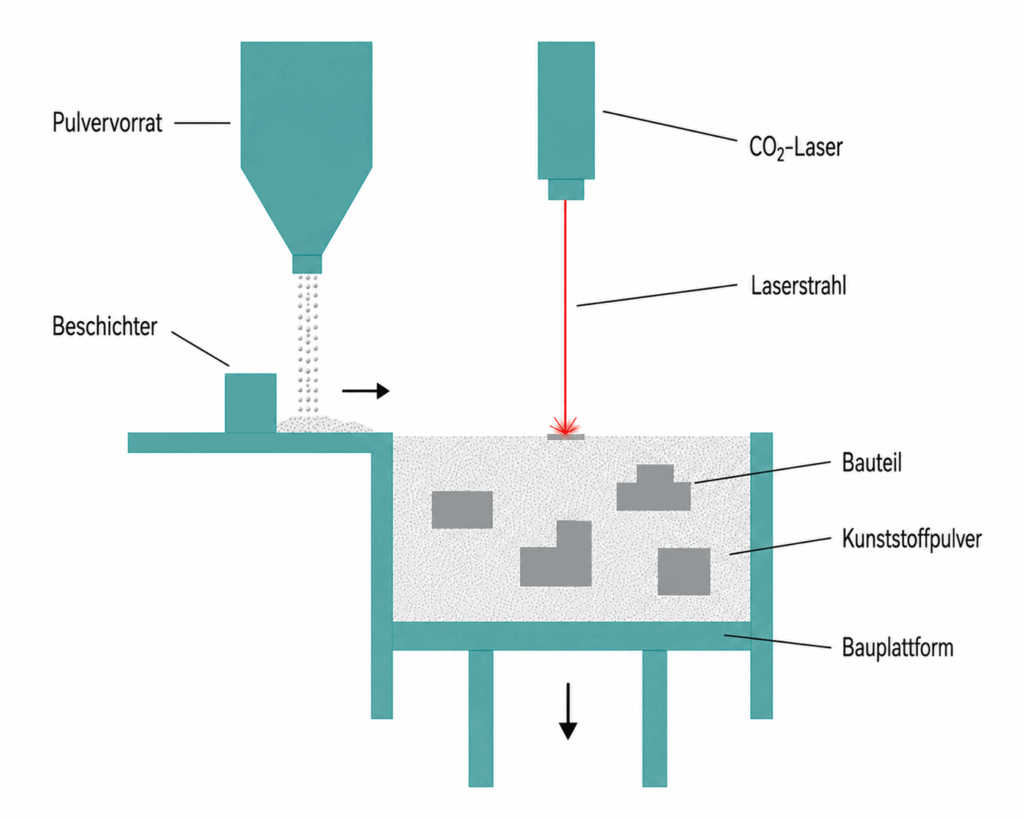
Zu Beginn des SLS-Verfahrens verteilt ein Beschichter eine dünne Schicht Kunststoffpulver gleichmäßig auf der Bauplattform. Die Schichtstärke beträgt dabei üblicherweise etwa 0,1 mm. Das Pulver wird im gesamten Bauraum gleichmäßig verteilt, sodass eine ebene Oberfläche für den nächsten Fertigungsschritt entsteht. Als Ausgangsmaterial kommen thermoplastische Kunststoffe wie PA12, PA11 oder TPU zum Einsatz.
Verschmelzen durch den Laser
Nach dem Auftragen der Pulverschicht fährt ein CO₂-Laser die zuvor definierten Bereiche der aktuellen Schicht ab. Dabei wird das Pulver lokal erhitzt, bis die einzelnen Partikel miteinander verschmelzen. Nur die Bereiche, die später Teil des Bauteils sein sollen, werden vom Laser bearbeitet. Das umliegende Pulver bleibt unverändert und verbleibt lose im Bauraum.
Absenken der Bauplattform
Sobald eine Schicht fertig verschmolzen wurde, senkt sich die Bauplattform um die Höhe der nächsten Schicht ab. Die Schichtdicke bleibt dabei identisch zur vorherigen Schicht. Dadurch entsteht Platz für das erneute Auftragen einer gleichmäßigen Pulverschicht.
Schichtweiser Bauteilaufbau
Nach dem Verschmelzen einer Schicht und dem Absenken der Plattform, wiederholen sich Schritt 1 bis 3 so lange, bis die letzte Schicht durch den Laser verschmolzen wurde.
Entpulvern und Nachbearbeitung
Sobald alle Schichten aufgebaut wurden, kühlt der gesamte Bauraum kontrolliert ab. Danach werden die fertigen Bauteile aus dem überschüssigen Pulver entnommen und durch das bestrahlen mit Glasperlen gereinigt. Nicht verschmolzenes Pulver kann anschließend erneut für weitere Druckprozesse verwendet werden.
Vorteile des Selektiven Lasersinterns
Ein großer Vorteil des SLS-Verfahrens liegt in den sehr guten mechanischen Eigenschaften der gedruckten Bauteile. Häufig verwendete Materialien wie PA12, PA12+Glas, PA12+Aluminium oder PA11 bieten eine hohe Stabilität, gute Temperaturbeständigkeit sowie eine gute chemische Resistenz. Dadurch eignet sich das Lasersintern nicht nur für Anschauungsmuster, sondern vor allem für funktionale Anwendungen und technische Endbauteile. Gleichzeitig entstehen durch das Pulverbettverfahren homogene und belastbare Kunststoffteile mit hoher Maßhaltigkeit und gleichmäßiger Materialstruktur.

Das SLS-Verfahren benötigt im Vergleich zu vielen anderen additiven Fertigungsverfahren keine zusätzlichen Stützstrukturen. Dadurch können auch komplexe Geometrien, innenliegende Kanäle oder bewegliche Bauteile ohne hohen zusätzlichen Nachbearbeitungsaufwand gefertigt werden, wodurch sich die Fertigungskosten reduzieren lassen. Aufgrund der hohen Prozessgeschwindigkeit und der Möglichkeit, mehrere Bauteile gleichzeitig innerhalb eines Baujobs zu fertigen, eignet sich das Selektive Lasersintern außerdem besonders für die wirtschaftliche Herstellung von Kleinserien und Serienbauteilen.
Unterschied zwischen SLS, SLA und FDM
Im Vergleich zu anderen 3D-Druckverfahren wie SLA oder FDM bietet das Selektive Lasersintern entscheidende Vorteile für industrielle Anwendungen.
Beim FDM-Verfahren wird geschmolzener Kunststoff schichtweise über eine Düse aufgetragen. Dadurch entstehen häufig sichtbare Schichtlinien und geringere mechanische Eigenschaften.
Das SLA-Verfahren arbeitet dagegen mit flüssigem Kunstharz, das mittels UV-Licht ausgehärtet wird. SLA ermöglicht zwar sehr feine Oberflächen und hohe Detailgenauigkeit, die Bauteile sind jedoch oft spröder und weniger belastbar als SLS-Komponenten.

Das SLS-Verfahren kombiniert dagegen hohe Stabilität, gute Oberflächenqualität und maximale konstruktive Freiheit und eignet sich daher besonders für funktionale Kunststoffbauteile und industrielle Serienanwendungen.
Einsatzbereiche des SLS-3D-Drucks
Durch den Wegfall von Werkzeugkosten und die Möglichkeit, mehrere Bauteile gleichzeitig innerhalb eines Baujobs zu fertigen, ist das Lasersintern besonders wirtschaftlich für Prototypen und Kleinserien. Gleichzeitig ermöglicht das Verfahren schnelle Iterationen während der Produktentwicklung und verkürzt Entwicklungszeiten deutlich.

Durch die guten mechanischen Eigenschaften der verwendeten Kunststoffe eignet sich das SLS-Verfahren außerdem für robuste und einbaufertige Funktionsbauteile, die direkt in technischen Anwendungen eingesetzt werden können. Auch individualisierte oder kundenspezifische Bauteile lassen sich wirtschaftlich ohne zusätzliche Werkzeugkosten fertigen. Darüber hinaus können funktionale Elemente wie Filmscharniere, Schnapphaken oder bewegliche Gelenke direkt mitgedruckt werden. Dadurch entstehen Bauteile mit hoher Funktionsintegration, bei denen mehrere Funktionen oder Baugruppen in einem einzigen Bauteil kombiniert werden können.
Das SLS-Verfahren wird heute in zahlreichen Branchen eingesetzt – unter anderem im Maschinenbau, in der Automobilindustrie, der Luft- und Raumfahrt, Medizintechnik, Elektronikindustrie sowie im Motorsport. Typische Anwendungen sind beispielsweise Gehäuse, Halterungen, Luftkanäle, Funktionsprototypen, Vorrichtungen, Ersatzteile oder montagefertige Serienbauteile.
Häufig gestellte Fragen - SLS-Verfahren
SLS steht für „Selektives Lasersintern“. Dabei handelt es sich um ein additives Fertigungsverfahren, bei dem Kunststoffpulver mithilfe eines Lasers Schicht für Schicht zu einem Bauteil verschmolzen wird.
Das SLS-Verfahren bietet eine hohe Designfreiheit, gute mechanische Eigenschaften und die Möglichkeit, komplexe Geometrien ohne zusätzliche Supportstrukturen herzustellen.
Im SLS-Verfahren werden hauptsächlich technische Kunststoffe wie PA12, PA12+Glas, PA12+Aluminium oder PA11 eingesetzt. Zusätzlich stehen je nach Anwendung spezielle Materialien zur Verfügung, wie z.B. TPU für flexible bzw. elastische Bauteile oder flammgeschützte Materialien für den Einsatz in Umgebungen mit erhöhten Flammschutzanforderungen.
Beim FDM-Verfahren wird geschmolzener Kunststoff über eine Düse aufgetragen. Das SLS-Verfahren arbeitet dagegen mit Kunststoffpulver und einem Laser. Dadurch entstehen beim SLS stabilere und komplexere Bauteile ohne zusätzliche Supportstrukturen.
SLA verwendet flüssiges Kunstharz, das durch UV-Licht ausgehärtet wird. Das Verfahren ermöglicht sehr feine Details und glatte Oberflächen. SLS-Bauteile sind dagegen meist mechanisch belastbarer und besser für funktionale technische Anwendungen geeignet.
Nein. Das umliegende Pulver stabilisiert die Bauteile während des Druckprozesses. Dadurch können auch komplexe Geometrien ohne zusätzliche Supports gefertigt werden.
Das SLS-Verfahren eignet sich besonders für Funktionsprototypen, technische Bauteile, Ersatzteile, Kleinserien sowie industrielle Serienfertigung in unterschiedlichsten Branchen.
Wir sind ein junges Team mit großer Leidenschaft für industriellen 3D-Druck und additive Fertigung. Dabei testen wir gerne Grenzen aus und unterstützen unsere Kunden auch dann, wenn Projekte besonders kurzfristig umgesetzt werden müssen. Durch unsere Erfahrung im SLS-3D-Druck können wir selbst komplexe Bauteile und anspruchsvolle Projekte schnell und effizient realisieren.
Besonders wichtig ist uns der persönliche Kontakt. Wir sehen unsere Kunden nicht nur als Auftraggeber, sondern als langfristige Partner. Deshalb begleiten wir Projekte von der ersten Idee bis zum fertigen Bauteil mit direkter Kommunikation, technischer Unterstützung und schnellen Reaktionszeiten.