Konstruktionsempfehlungen für SLS 3D-Druck
Auf einen Blick
-
Komplexe Geometrien und Hinterschnitte stellen kein Problem dar
-
Größter Bauraum: 340 x 340 x 600 mm
-
Schichtdicke 0,1 oder 0,12 mm
-
Minimale Wandstärke: 0,6 mm
-
Gewinde ab M4 können direkt im SLS-Prozess hergestellt werden
-
Filmscharbiere können direkt mittels SLS hergestellt werden
-
Mindestschrifthöhe: 3,5 mm
-
Aufschrift sollte mindestens 0,5 mm vertieft oder erhaben sein
-
Toleranzbereich: 0 bis 30 mm ca. ± 0,2 mm, 30 bis 100 mm ca. ± 0,3 mm, ab 100 mm ca. ± 0,3 % des Nennmaßes (Gilt nicht bei Bohrungen und Innendurchmessern)

Wandstärken und Stabdurchmesser
Die minimale Wandstärke für SLS-Bauteile beträgt in X-, Y- und Z-Richtung etwa 0,6 mm, während der kleinste druckbare Stabdurchmesser bei rund 0,8 mm liegt. Für wiederholbare Messergebnisse und reproduzierbare mechanische Eigenschaften empfehlen wir jedoch eine Wandstärke von mindestens 1,5 mm sowie einen Stabdurchmesser von mindestens 1,8 mm. Auch bei Serienteilen sollte eine Wandstärke von mindestens 1,5 mm eingehalten werden, um eine gleichbleibend hohe Bauteilqualität sicherzustellen.

Bohrungen
Für jede Wandstärke existiert ein Mindestdurchmesser für eine Bohrung die direkt im SLS-Prozess hergestellt werden kann. Kleinere Durchmesser schwinden in der Regel zu. Als Orientierung dient folgende Tabelle:
| Wandstärke | Mindestdurchmesser |
|---|---|
| 0,5 bis 0,6 mm | 0,8 mm |
| 0,6 bis 1,0 mm | 0,9 mm |
| 1,0 bis 1,8 mm | 1,1 mm |
| 1,8 bis 2,4 mm | 1,2 mm |
| 2,4 bis 4,0 mm | 1,5 mm |
| 4,0 bis 6,0 mm | 1,8 mm |

Stufen im Bauteil
Ist die Fläche eines Bauteils gegenüber der XY-Ebene um 20° oder weniger geneigt, so sind die einzelnen Schichten auf der Oberfläche des Bauteils erkennbar. Runde Geometrien sollten daher immer in Z-Richtung gebaut werden.

Ecken und Kanten
Scharfe Kanten und Ecken sind nicht möglich, da der Laserstrahl einen Durchmesser von 0,4 mm hat. An Ecken und Kanten sollte also möglichst ein Radius von mindestens 0,3 mm vorgesehen werden.

Gewinde
Innen- und Außengewinde sind ab einer Größe von M4 direkt funktionsfähig im SLS-Verfahren herstellbar, wenn sie in Z-Richtung gebaut werden. Kleinere Gewinde sollten im Nachgang eingeschnitten werden, die entspreche Kernlochbohrung kann in diesem Fall jedoch direkt gesintert werden. Falls die Gewinde langlebig sein sollen und öfter verwendet werden, empfehlen wir die Verwendung von Gewindebuchsen. Genauere Infos hierzu findest du im Bereich Mechanische Nacharbeit.
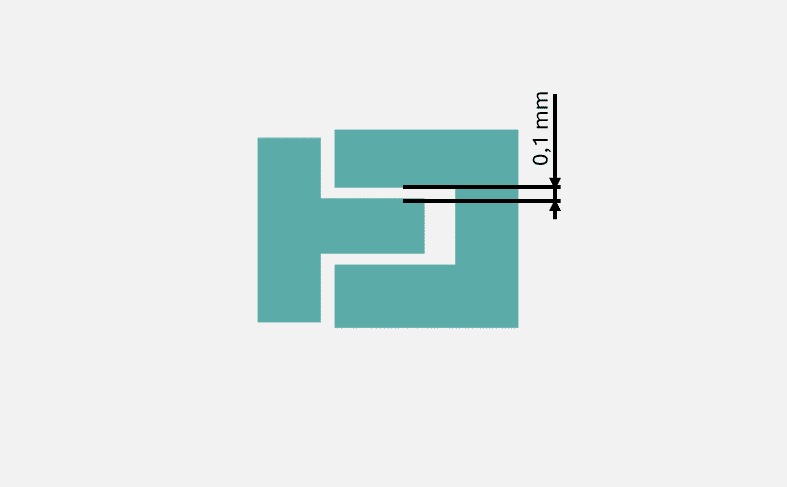
Lose Verbindungen und Presspassungen
Durch einen Spalt von 0,1 mm zwischen einem männlichen und weiblichen Bauteil entsteht eine lose Verbindung. Ohne einen solchen Spalt entsteht eine Presspassung.

Gelenke
Gelenke können direkt im SLS-Verfahren gefertigt werden. Dadurch ist es möglich Bauteile mit hoher Funktionsintegration direkt aus 3D-Daten herzustellen. Wir empfehlen ein Spaltmaß von 0,4 mm für Gelenke, die in X ,Y oder Z-Richtung gebaut werden.
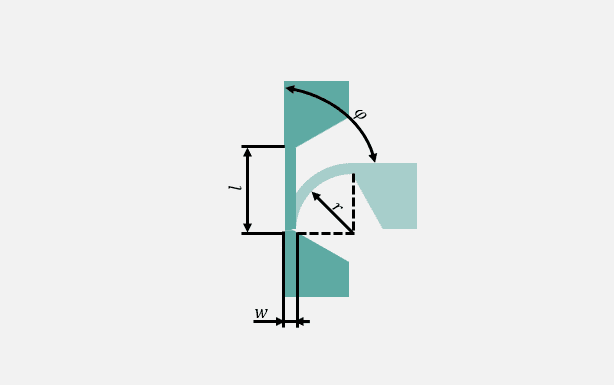
Filmscharniere
SLS-Bauteile mit funktionsfähigen Filmscharnieren können aus den Marialien PA2200, PA2201 und PA1101 hergestellt werden. PA1101 eignet sich aufgrund seines geringen E-Moduls am besten für die Umsetzung von Filmscharnieren. Filmscharniere sollten offen Konstruiert werden und möglichst an dicken Wandstärken angebracht werden. Folgende Richtwerte gelten für die Konstruktion von Filmscharnieren mit einem Radius 𝒓 von 0,5 mm:
| Öffnungswinkel 𝜑 | Länge 𝑙 | Wandstärke 𝒘 |
|---|---|---|
| 180° | 1,6 mm | 0,3 bis 0,45 mm |
| 90° | 0,7 mm | 0,3 bis 0,45 mm |

Schriftgrößen
Die minimal fertigbare Schriftgröße (erhaben und vertieft) beträgt in alle Baurichtungen 10. Schriftgröße 10 entspricht ungefähr einer Schrifthöhe von 3,5 mm. Die Aufschrift sollte mindestens 0,5 mm vertieft oder erhaben sein. Am besten verwendest du zudem eine Schriftart ohne Serifen, wie z.B. Arial oder Calibri.

Toleranzen
SLS-Bauteile können nur Toleranzen mit symmetrischen Abmaßen erfüllen, also z. B. 20 ± 0,2 mm. Der Toleranzbereich ist immer Abhängig von Geometrie und Material. Richtwerte für den Toleranzbereich beim Lasersintern, sind immer abhängig vom Nennmaß und liegen in folgenden Bereich:
| Nennmaß | Toleranzbereich |
|---|---|
| 0 bis 30 mm | ± 0,2 mm |
| 30 bis 100 mm | ± 0,3 mm
|
| Ab 100 mm | ± 0,3 % des Nennmaßes |

Restpulverentfernung
Um das Restpulver von unseren SLS-Bauteilen zu entfernen, werden alle Bauteile zunächst Glasperlengestrahlt und dann mit Druckluft abgeblasen. Restpulver, welches in inneren Kammern eingeschlossen ist, kann hierbei nicht entfernt werden. Dünne und lange innere Rohre, sowie komplexe Innenstrukturen erschweren die Restpulverentfernung. Verbleibt dennoch Restpulver in inneren Kanälen, arbeiten wir mit Ultraschall, dünnen Drähten sowie dünnen Druckluftschläuchen.

Verzug
Dickwandige Bauteile oder Bauteile mit großen Flächen in Kombination mit dünnen Wandstärken sind prozessbedingt verzugsgefährdet. Um Verzug bei dickwandigen Bauteilen zu reduzieren können wir hier einfach Wabenstrukturen einbringen – Sprich uns hierzu einfach an. Eine Verstärkung großer Flächen, z. B. mit Rippen, kann Verzugseffekte ebenfalls deutlich minimieren.
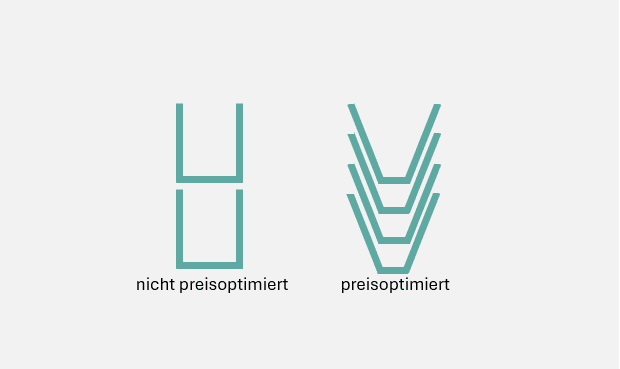
Preisoptimierung
Verwende möglichst Geometrien, die eine Verschachtelung der Bauteile ineinander ermöglichen, um Platz im Bauraum und somit Kosten einzusparen. Je mehr Bauteile wir in einen Bauraum bekommen, desto geringer fällt der Preis pro Stück aus. Das Bauteil auf dem Bild der linken Seite lässt sich beispielsweise super übereinander stapeln, sodass der Bauraum ideal ausgenutzt werden kann.